| 加工定制:是 | 种类:元素半导体 | 特性:解析度高曝光效率快 |
| 用途:精细导线和层间对位度问题 |

2 激光直接成像(LDI)的作用
2.1 传统PCB制造技术的主要缺点
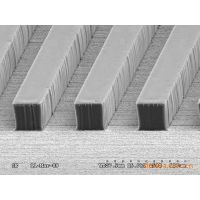
在传统的PCB制造技术中,尽管可以采用薄型干膜(如厚度≤25 μm)或湿膜(8 μm ~ 12 μm厚度),并采用平行光的曝光机和特种蚀刻液或新的蚀刻方法等来获得精细的导线(L/S )。但是,对于甚高密度化(特别是L/S≤50 μm)的PCB生产来说,继续运用这些传统的照像底片曝光的图形转移方法就潜在着巨大问题与风险!
(1)对位度偏差与控制不能满足甚高密度化的要求。
在采用照像底片曝光的图形转移方法中,形成的图形的位置度偏差主要是来自照像底片的温湿度变化和对位度误差。当照像底片的生产、保存和应用等处于严控温湿度下时,主要尺寸误差是由机械定位偏差来决定的。我们知道,目前采用机械定位的精度是±25 μm,而重复精度为±12.5 μm。如果我们要生产L/S=50 μm导线和φ100 μm的PCB多层图形,很显然,仅机械定位的尺寸偏差就很难生产出高合格率的产品来的,更不用说还存在着其它很多因素(照像底片厚度与温湿度、基材、叠合、抗蚀剂厚度和光源特性与照度等)带来的尺寸偏差!更重要地是,这种机械定位的尺寸偏差是“无法补偿”的,因为它是非规律性的。
以上表明:当PCB的L/S ≤50 μm以后,继续采用照像底片曝光的图形转移方法来制造“甚高密度”的PCB板是不现实的,因为它遇到了机械定位和其它因素等尺寸偏差而带来的“制造极限”!
(2)产品加工周期长。由于采用照像底片曝光的图形转移方法来制造“甚高密度”的PCB板的加工过程冗长。如果与激光直接成像(LDI)比较,其过程要多60%以上,与喷墨打印就***了(见表2)。
(3)制造成本高。由于采用照像底片曝光的图形转移方法,不仅加工过程多、生产周期长,因此需要更多人工管理与操作,还要大量采用照像底片(银盐片和重氮片)和其它辅助材料与化学用品等,有人统计,对于中等规模的PCB企业,一年内仅消耗的照像底片和重氮片足可以买上LDI设备进行生产,或者说,投入LDI技术生产一年内就可收回LDI设备投资成本!还没有计算采用LDI技术提高产品质量(合格率)所带来的效益!
2.2 激光直接成像(LDI)的主要优缺点
由于LDI技术是一组的激光束直接在抗蚀剂上成像的,接着就进行显影和蚀刻而成的。因此,它具有一系列的优点。
(1)位置度极高。在加工件(在制板)固定后,接着采用激光定位并进行垂直激光束扫描,可***图形位置度(偏差)在±5 μm之内,***提高了线路图形的位置度,这是传统(照像底片)的图形转移方法无法达到的,对于制造高密度化(特别是L/S≤50 μmmφ≤100 μm情况)PCB来说(特别是制造“甚高密度”化多层板的层间对位度等),在***产品质量和提高产品合格率上无疑是重要的。
附带说明:2005年以前,虽然LDI技术已经应用到高密度的多层板的制造上,但只能在专用的***(种)干膜上完成图形转移,成本很高且使用和管理严格复杂,因而没有得到推广和应用。现在由于激光(UV光)性能与功率的改进,已经可在传统(常规)的干膜上进行曝光来完成图形转移,加上PCB又进入“甚高密度”化(系指L/S≤50 μmmφ≤100 μm情况)的多层板的时代,相信LDI技术会快速地推广和使用起来!
(2)加工过程减少,周期短。采用LDI技术,不仅可提高“甚高密度”化多层板的质量和生产合格率,而且明显地缩短产品加工过程。如在制造图形转移(形成内层导线)时,在形成抗蚀剂的层片(在制板)上,仅需要四个步骤(CAD/CAM数据转移、激光扫描、显影和蚀刻),而传统的照像底片方法,至少要八个步骤。很显然,加工过程至少减少一半!
(3)节省制造成本。采用LDI技术不仅可避免了采用激光光绘机、照像底片自动显影/定影机、重氮片显影机、冲定位孔机、尺寸与缺陷测量/检查仪和大量照像底片保存与维护的装置与设施,而且更重要的是避免了采用大量的照像底片、重氮片、严格的温湿度控制所消耗的材料、能源和所相关的管理与维护的人员等,成本就明显下降了。
当然,LDI也可应用于阻焊剂形成阻焊图形,但由于阻焊层厚度较厚、面积大,LDI扫描时间长,完成的能源多、周期长,除非有严格控制阻焊图形与焊接盘间的精细间隙的要求(如≤30 μm)而不得不采用它,一般情况下,是不采用LDI技术来形成阻焊图形的,目前已经走向采用正在出现应用的喷印技术。
采用LDI技术的主要缺点是生产率较低,不适合于量产化/规模化产品生产。但随着UV激光源的大功率(如≥8 W)和多光束激光的采用,这个问题已经得到了较好的解决。